Læsestof
Artikler i alt: 1432
i dag: 0
25612 skribenter.
|
|
|
|
|
-
|
|
| | Læst 1229 gange. | 
Indsendt Torsdag d. 19 december 2019 - af Per Karlsen |
Gennemløbere støbning problemer.
Når man støber gennemløbs blink med tråd, så hullet går hele vejen igennem blinket, er der flere ting at tage hensyn til, når der teknisk, skal tages stilling til, hvordan man gribe hele seancen an.
Jeg er absolut ikke ekspert, i at lave gennemløbere i original udførsler, men jeg har nogle tricks , som jeg har brugt i snart 25 år, så de tricks kunne jo godt være en hjælp, til andre hobby støbere, om ikke andet, fordi det virker for mig.
Jeg laver mine forme i rød silicone, dels synes jeg, at det kan holde til meget varme, og blander man ca. 15 % kridt i formmassen, så bliver formen lidt stivere, og er rigtig god til støbning med tråd.
Jeg laver i dag alle mine forme, med indløb i emnets ryg, men jeg siger ikke, at det er bedre end forme, der står op, men jeg trives med den detalje, og har ikke mange missere i støbningen, og jeg mener, at jeg har den fordel, at jeg kan forme indløbets dødhoved nøjagtig, så emnet knækkes af, med så lidt efter bearbejdning, som mulig.
Jeg bruger rust fri tråd, fra ø1,00mm. til ø0,68mm. tykkelse, og jeg bruger gerne det tråd, man køber færdig i 20cm. længder, til spinner fremstilling. Jeg søger el poleret tråd, da det er nemmest, at trække ud af emnet, da trådens overflade normalt er helt blankt, uden slag.
I de senere år, hår jeg næsten udelukkende brugt ø0,68mm. tråd, mest fordi huldiameteren er så stor, at de snører jeg bruger til praktisk fiskeri, sagtens kan gå i blinkene.
Når jeg laver aftrykket af emnet, sørger jeg for, at der er tråd i emnets hul, da jeg herved har størst chance for, at tråden sidder korrekt, men jeg trykker tråden ned i modeller voksen, så der er en halv tråd tykkelse, som styr, det giver mig den bedste måde, at justere / styre tråden, i formhulrummet.
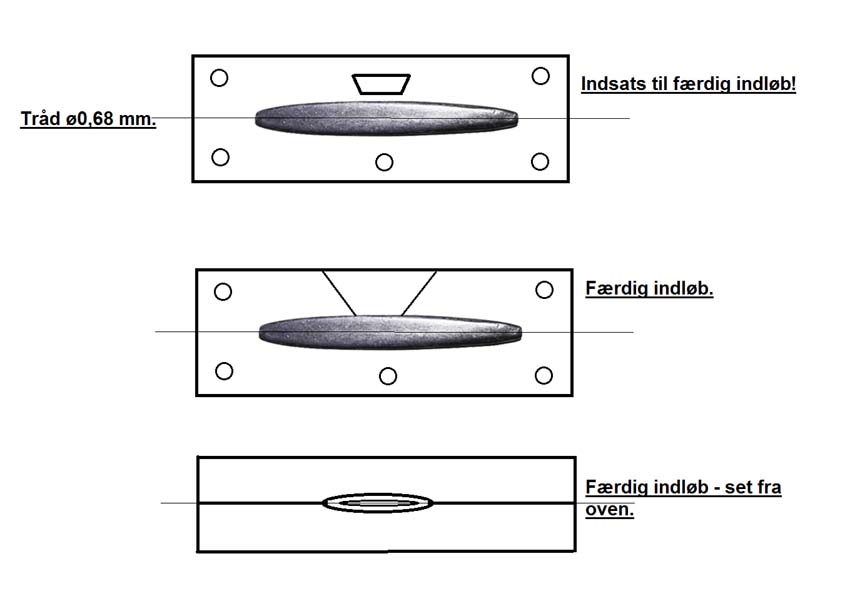
En ting, man hurtig opdager, når man laver forme, er at indløbet i formen ikke er helt ligegyldig, man skal være meget omhyggelig, og have check på, hvordan man får indløb og emne til at passe sammen. Normalt laver man indløbet ved at skære tingene ud med en hobbykniv eller skalpel, men man kan hurtig få skåret de forkerte steder.
Mine krav til indløbet er, at dødhovedet skal kunne knækkes af, uden at beskadige konturen på blinket, det vil sige være tyndt ind til emnet, og så være så bredt, at der kan løbe støbemateriale ned i formhulrummet. Mine indløb er ofte små 12 mm. lange og + 1mm. i tykkelse i forhold til emnets ryg, men jeg snyder lidt idet, jeg har lavet nogle indsatser, som ligges i formen, når siliconen skal bruges, så kan jeg nemmere skære de rigtige konturer ud, når formen er klar. Indsatserne er lavet i kork træ og Polycarbonat.
Se tegningen, over mit valgte setup, til indløb!
Mine forme har i dag en tykkelse på 15mm. 20 mm. + det samme i enderne, så kan tråden styres fint, når man har det udhæng + at formen kan tåle varmen, uden at vokse alt for meget.
Silicone er dyrt, og man kunne nok spare lidt silicone, ved at lave formparterne lidt tyndere, men min erfaring er, at laver man dem så tynde, som anbefalingerne ofte er, altså 6mm. 12mm. tykkelse over emnet, ja så har jeg haft store problemer med utætte forme, hvis der evt. skulle støbes mange emner.
Alle mine forme har en kantliste på 6mm. tykkelse, og når de er støbt ind i formhalvparterne, så plejer de lister, at holde formens tid ud + at jeg notere formens blink data, på træet!
Jeg bruger elastikker, til at holde formparterne sammen, dels er det nemmest for mig, frem for skruetvinger, og elastikken kan man selv justere, i forholde til trykket, det synes jeg er meget svært med skrue tvinger.
Igennem mange år, smurte jeg formhulrummet med sod fra stearinlys, men det er jeg i de seneste år, gået helt bort fra, og bruger i dag udelukkende talkum pulver fra Matas, det kræve blot, at formene pulveres lidt oftere, end ved sodning, men det giver fine aftryk, og formhulrummet er intakt, hele formens levetid.
Gennemløbs trådens smøring, er et helt kapitel for sig. Man kan egentlig ikke snyde med trådens smøring, så får man store problemer med, at få tråden ud.
Sodning er en mulighed, men jeg vil hellere bruge et andet smøremiddel, nemlig kobber fedt / kobber pasta. Det fedt / pasta kræver, at man er meget omhyggelig med at smøre tråden, og jeg har kobberfedtet anbragt imellem 2 stykker filt, så jeg ikke får det på huden!
Kobberfedtet gør, at støbematerialet ikke brænder fast, men man skal huske, at tørre tråden af, før man sætter den formen. Er der for meget pasta på tråden, smelter det, og drypper ned i hulrummet, og så får man en dårlig støbning, da formen bliver sat til med kobberfedtet.
Man kan roligt tørre tråden godt, det kobberfedt sidder bare fast, da det er beregnet til smøring, ved høje temperaturer.
Jeg køber mit kobberfedt her:
http://bikerfriend.dk/shop/62-plejemidler-ltbrgt/397-proflex-kobberpasta-100g/
Kobberpasta findes i mange udgaver, også som spray, men jeg har har de bedste erfaringer med kobber pasta, fra bikerfriend.
Støber man i høj temperatur hvidmetal, så kommer man op i silikonens max temperatur område, og da kan det være vanskeligt, at få tråden trukket ud. Jeg har med held blandet kobberpasta, med zink pasta, så kan tråden nemmere trækkes ud, men lad være med at få den blanding på huden, det sviner an mas, brug en pensel, og til at smøre massen på tråden, men tør også efter her, mest fordi formhulrummet, næsten ikke er til at rengøre, hvis omtalte blanding drypper. Jeg bruger Grundrens, til rensning, hvis uheldet er ude!
Når jeg støber gennemløbere, så støber jeg et antal, så jeg er sikker på, at formen ikke bliver for varm, ofte 3 emner, så får formen et hvil + en omgang talkum, og jeg smøre tråden hver gang jeg støber, så er jeg nogenlunde sikker på, at få tråden ud, uden problemer.
Når man støber med tråd, så vil man i nogle støbninger kunne se tråd udtræk på emnet, det skyldes, at tråden vibrere i varmen, så det hele må ikke blive for varmt, uanset om ens tråd er smurt. Der er kun, at lade form og tråd køle af + være meget opmærksom på, hvordan tråden ligger i formen, mest fordi tråden ikke kan undgås, at blive deformeret, når den trækkes ud af emnet. Er man ikke omhyggelig med placeringen af tråden, bliver man straffet pr. omgående, og emnet får huller, men er det små huller, så plejer jeg at beholde emnet, det er ikke mere ødelagt, end at en omgang Plasticpadding, kan reparerer tingene, og skal tinge males og grundes, så kan det ikke ses, på emnerne alligevel.
Nu er en tråd på små ø0,7 mm. ikke meget, men det giver blinket nogle fine huller, men ender skal lige efterbearbejdes, så hullet ikke stukkes, så man ikke kan få snøren i.
Jeg giver hele emnet en tur på stålbørsten, mest fordi jeg ofte maler mine blink, eller dekorerer med trykte labels ovenpå de malede flader, men selvom man er meget omhyggelig, og passer på blinkets endeflader, kan man komme ud for at hullerne er faldet sammen i emnet, det betyder normalt, at de må kasseres, da snører ikke kan komme igennem blinket.
Dog er der flere måder, at åbne det støbte hul. Det nemmeste er at bruge en ny tråd i samme diameter, som hullet, og så lige så stille trykke tråd igennem blinket, så plejer man i kunne få hul igennem, men er det ikke muligt at få tråden trykket igennem, ja så er man på den, men det er der råd for?
Jeg arbejdede i mange år, som værktøjsmager, med at lave vakumforme til vakumblæsning af køle / fryse skabe, og daværende borede vi tusindvis af små huller i alu formene, i hånden, med en luft boremaskine, og blandt de bor vil brugte, var lange bor med blød kærne, som var så fleksible, at de var selvcenterende, i et forboret hul. Den type bor, er det i dag muligt at købe, og det har redet mange af mine støbte gennemløbere, da boret kan følge det hul tråden laver.
Jeg borer ind fra de 2 ender med bor, som har samme diameter, som tråden. Man skal bruge en Aku boremaskine med trinløs hastighed, og kører meget langsomt, så kan man med lidt gelinde, bore hullerne op. Skal man smøre, så brug sprit, og det er klogt at smøre, mest fordi sætter boret sig, så knækker det pr. omgående.
Til at indsætte de tynde bore i Aku boremaskinen, kan det betale sig at ofre, en indsats til tynde bor, det kan bruges i mange andre sammenhænge, og det er et must, til de fleste borepatroner, da de ikke kan klemme om de helt tynde diametre!
Lange bor kan købes her:
https://holte-modelhobby.dk/shop/76-vaerktoej/55300-hss-bor-saet-extra-lange-med-18-dele/
Indsatser og bor i små dimissioner:
se linket HER
Når man laver gennemløbere, må man indstille sig på, at der er meget forberedelses tid, når der skal males og dekoreres.
Hullet i blinket, skal beskyttes hele vejen igennem, og jeg bruger i dag en 0,30mm. Stren Microfuse line, som sættes igennem emnet, så emnet kan hænges op, dyppes osv. og når lakken er tør, så kan linen trækkes ud, og hullet er renset og intakt.
Jeg håber ovenstående giver en indsigt i, hvordan man kan arbejde med ægte gennemløbere, også bruge nogle af de små trick, der skal til, for at få det hele til at funke.
Mvh
Per Karlsen.

Klik på billedet, for større udgave. | << Tilbage  Send til en fiskekammerat Send til en fiskekammerat  Skriv kommentar Skriv kommentar
|
Kommentarer:
RE: Kridt af: Christian Larsen af: Christian Larsen
RE: af: Per Karlsen
RE: Kridtaf: Christian Larsen
RE: af: Per Karlsen
|


|
|
|


 flere tilbud
flere tilbud